 Electropolishing removes the recast layer created during electrical discharge machining (EDM), improving the fit, function, and finish of metal parts.
Electropolishing removes the recast layer created during electrical discharge machining (EDM), improving the fit, function, and finish of metal parts.
Electrical discharge machining – or EDM – is a method of prototyping commonly used in many different industries including electronics, tool and die, aerospace, robotics and medical manufacturing.
While this process helps to develop unique metal parts, it can leave behind a recast layer composed of re-deposited bits of metal. The recast layer forms when heat develops during wire cutting and molten material cools and hardens on the surface. This is a false, brittle layer prone to failure as well as introducing variation into the shape and dimensions. In addition, the recast layer can create a stress point if micro-cracks form in it.
The Microscopic Precision of Electropolishing in Removing Metal
Electropolishing combines an electrolyte solution with an electrical current to strip away a microscopically precise layer of surface material from metal parts. Electropolishing can be controlled by +/- .0002” and acts like lightning in the sense that it removes material from the high points first to leave a uniformly smooth finish. The value of the thickness of recast layers ranges from .0001” to .001”.
In many cases, our customers understand the depth of the recast layer and we can dial in the material removal to only remove the amount required to eliminate the recast layer. In addition, the microfinish is improved by up to 50% by electropolishing with .001” total material removal. This also results in significant fatigue life improvement.
EDM Recast Layer Removal: Before & After
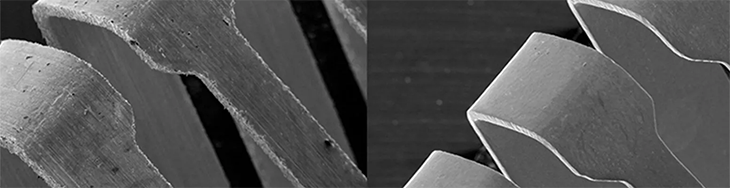
This part pictured below is fabricated from a beryllium/nickel alloy, used in a switch application. The ribs are cut by wire EDM, formed to shape, followed by heat treat. The customer was looking to remove surface and embedded contamination from both the EDM process and subsequent handling.
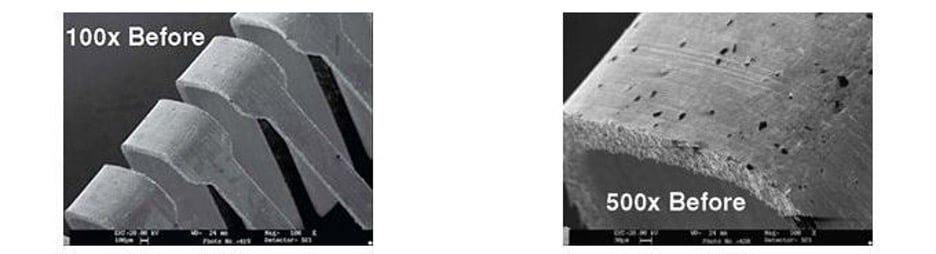
Under 100x and then 500x magnification, the delicate ribs show obvious contamination, burrs, and recast materials on all sides and edges. Because of the soft alloy and very critical shaping, this part did not lend itself to mechanical cleaning for fear of warping or distortion. Additionally, critical dimensions eliminated the possibility of chemical etching, which often has widely varying stock removals. The part required deburring and the removal of surface and sub-surface contamination sites.
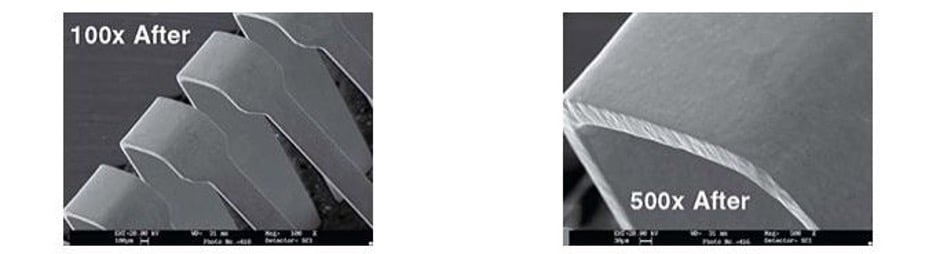
By carefully controlling material removal, all critical surfaces were completely cleaned of surface and sub-surface contamination. The amorphous layer was removed as well, exposing the true base metal. In this and similar cases, electropolished parts will pass strict clean room standards. Additionally, in high stress/high cycle switching applications, the removal of stress cracks extends product life.
Work with an Experienced Electropolishing Partner
Able’s team has decades of experience in electropolishing intricate metal parts for a variety of industries. Our Finish First process includes collaboration with clients throughout the prototyping phase to ensure optimal part finish.
Watch our video on electropolishing to learn more about the process or contact us to speak with an electropolishing expert.

